Контроль качества сварных соединений стальных трубопроводов
При контроле качества сварных соединений трубопроводов надлежит руководствоваться требованиями настоящего раздела и требованиями раздела 5 настоящих Технических правил.
Контроль качества сварочных работ и сварных соединений трубопроводов следует выполнять путем:
- проверки исправности сварочного оборудования и измерительных приборов, качества применяемых материалов;
- операционного контроля в процессе сборки и сварки трубопроводов;
- внешнего осмотра сварных соединений и измерений размеров швов;
- проверки сплошности стыков неразрушающими методами контроля - радиографическим (рентгеновскими или гамма-лучами) или ультразвуковой дефектоскопией в соответствии с требованиями ГОСТ 7512-82, ГОСТ 14782-76 и других стандартов, утвержденных в установленном порядке;
- механических испытаний и металлографических исследований контрольных сварных соединений трубопроводов, на которые распространяются требования Правил Госгортехнадзора России;
- испытаний на прочность и герметичность.
При операционном контроле качества сварных соединений стальных трубопроводов надлежит проверить соответствие стандартам конструктивных элементов и размеров сварных соединений (притупление и зачистку кромок, величину зазоров между кромками, ширину и усиление сварного шва), а также технологию и режим сварки, качество сварочных материалов, прихваток и сварного шва.
Все сварные стыки подлежат внешнему осмотру и измерению.
Стыки трубопроводов, сваренные без подкладного кольца с подваркой корня шва, подвергаются внешнему осмотру и измерению размеров шва снаружи и внутри трубы, в остальных случаях - только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений на ширину не менее 20 мм (по обе стороны шва).
Результаты внешнего осмотра и измерения размеров сварных соединений считаются удовлетворительными, если:
- отсутствуют трещины любых размеров и направлений в шве и прилегающей зоне, а также подрезы, наплывы, прожоги, незаверенные кратеры и свищи;
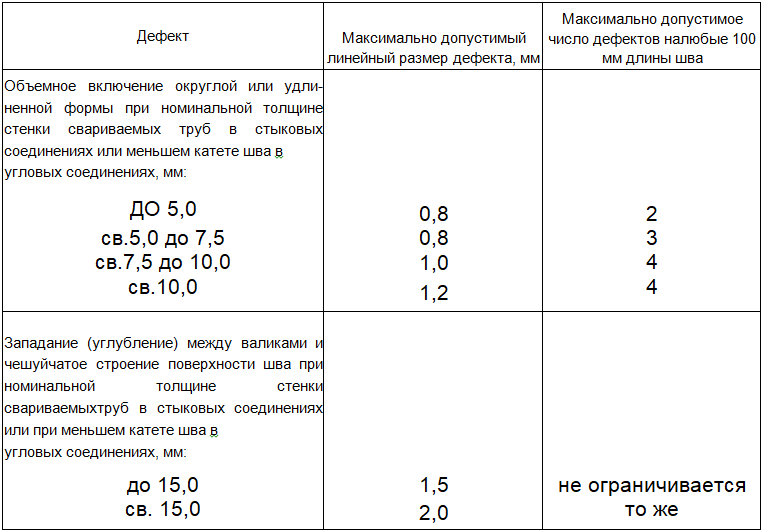
- размеры и количество объемных включений и западаний между валиками не превышаютзначений, приведенных в таблице 4.1.
Таблица 4.1 (СНиП 3.05.03-85, таблица 1)
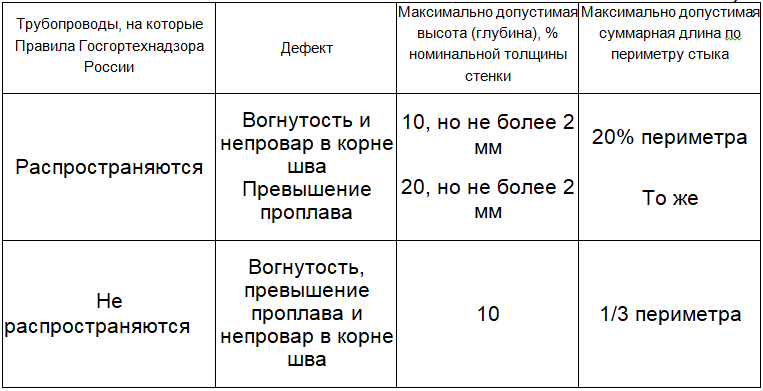
- размеры непровара, вогнутости и превышение проплава в корне шва стыковых соединений, выполненных без остающегося подкладного кольца (при возможности осмотра стыка изнутри трубы), не превышаютзначений, приведенных в таблице 4.2.
Таблица 4.2 (СНиП 3.05.03-85, таблица 2)
Стыки, неудовлетворяющие перечисленным требованиям, подлежат исправлению или удалению.
Неразрушающим методам контроля следует подвергать 100 % сварных соединений трубопроводов тепловых сетей, прокладываемых в непроходных каналах под проезжей частью дорог, в футлярах, тоннелях или технических коридорах совместно с другими инженерными коммуникациями, атакже при пересечениях:
- железных дорог и трамвайных путей - на расстоянии не менее 4 м, электрифицированных железных дорог - не менее 11 м от оси крайнего пути;
- железных дорог общей сети - на расстоянии не менее 3 м от ближайшего сооружения земляного полотна;
- автодорог - на расстоянии не менее 2 м от края проезжей части, укрепленной полосы обочины или подошвы насыпи;
- метрополитена - на расстоянии не менее 8 м от сооружений;
- кабелей силовых, контрольных и связи - на расстоянии не менее 2 м;
- газопроводов - на расстоянии не менее 4 м;
- магистральных газопроводов и нефтепроводов - на расстоянии не менее 9 м;
- зданий и сооружений - на расстоянии не менее 5 м от стен и фундаментов.
Сварные швы следует браковать, если при проверке неразрушающими методами контроля обнаружены трещины, незаваренные кратеры, прожоги, свищи, а также непровары в корне шва, выполненного на подкладном кольце.
На исполнительном чертеже трубопровода, составленном в соответствии со СНиП 3.01.03-84, следует указывать расстояния между сварными соединениями, атакже от колодцев, камер и абонентских вводов до ближайших сварных соединений.
|

 Главная
Главная

