Общие положения
В процессе строительства объектов систем газораспределения и выполнения работ по внутренним газопроводам зданий и сооружений в соответствии с общими требованиями СНиП 12-01-2004 и требованиями настоящих норм и правил осуществляют входной, операционный и приемочный производственный контроль, а также контроль и приемку выполненных работ и законченных строительством объектов заказчиком.
Контроль и приемку зданий, входящих в систему газораспределения, осуществляют в порядке, установленном соответствующими строительными нормами и правилами.
Государственный надзор за соблюдением требований безопасности проводится органами государственного надзора в соответствии с законодательством.
Входной контроль поступающих материалов, изделий, газовой арматуры и оборудования, а также операционный контроль при сборке и сварке газопроводов, монтаже газового оборудования и устройстве антикоррозионной защиты осуществляют в соответствии с требованиями СНиП 3.01.01.
Контроль выполненных работ включает в себя:
- проверку соответствия трубопроводов, газоиспользующего и газового оборудования проекту и требованиям нормативных документов внешним осмотром и измерениями;
- механические испытания стыковых сварных соединений трубопроводов в соответствии с требованиями ГОСТ 6996;
- неразрушающий контроль сварных соединений трубопроводов физическими методами;
- контроль качества антикоррозионных покрытий на толщину, адгезию к стали и сплошность — по ГОСТ 9.602, а также на отсутствие участков контакта металла трубы с грунтом приборным методом;
- испытания газопровода и газового оборудования на герметичность.
Результаты контроля внешним осмотром, измерениями, испытаниями на герметичность, данные о скрытых работах и другие отражаются в строительном паспорте и подписываются ответственными исполнителями выполненных работ и должностным лицом организации-исполнителя (при осуществлении производственного контроля) или(и) представителя заказчика (газового хозяйства — пользователя объекта строительства) в соответствии с условиями договора подряда.
Результаты проверки сварных стыков газопровода физическими методами и механическими испытаниями оформляются протоколом, который подписывают дефектоскопист и начальник лаборатории.
Акт приемки законченного строительством объекта газораспределительной системы подписывают представители генерального подрядчика, проектной организации, эксплуатационной организации и Госгортехнадзора России.
По каждому законченному объекту организация — исполнитель работ составляет исполнительную документацию (в том числе строительные паспорта) объекта, которая оформляется в соответствии с действующими нормативными документами.
Внешний осмотр и измерения
Внешним осмотром и измерениями проверяют:
- глубину заложения подземного (наземного) или расположение надземного газопровода, уклоны, устройство основания, постели или опор, длину, диаметр и толщину стенок трубопровода, установку запорной арматуры и других элементов газопровода. Измерения проводят по ГОСТ 26433.2;
- тип, размеры и наличие дефектов на каждом из сварных стыковыхсоединений трубопроводов;
- сплошность, адгезию к стали и толщину защитных покрытий труб и соединений, атакже резервуаров СУГ.
Проверку подземных трубопроводов (резервуаров) производят до и после опускания их в траншею (котлован). Число измерений — в соответствии с указаниями проекта или технологической документации организации исполнителя работ.
Обнаруженные внешним осмотром и измерениями дефекты устраняют. Недопустимые дефекты сварных стыковых соединений должны быть удалены.
Механические испытания
Механическим испытаниям подлежат:
- пробные (допускные) сварные стыки, выполняемые при квалификационных испытаниях сварщиков и проверке технологии сварки стыков стальных и полиэтиленовых газопроводов;
- сварные стыки стальных газопроводов, не подлежащие контролю физическими методами, и стыки подземных газопроводов, сваренных газовой сваркой. Стыки отбирают в период производства сварочных работ в количестве 0,5 % общего числа стыковых соединений, сваренных каждым сварщиком, но не менее 2 стыков диаметром 50 мм и менее и 1 стыка диаметром свыше 50 мм, сваренных им в течение календарного месяца.
Стыки стальных газопроводов испытывают на статическое растяжение и на изгиб или сплющивание по ГОСТ 6996. Допускные стыки полиэтиленовых газопроводов испытывают на растяжение.
Механические свойства стыков стальных труб с условным диаметром свыше 50 мм определяют испытаниями на растяжение и изгиб (вырезанных равномерно по периметру каждого отобранного стыка) образцов со снятым усилением в соответствии с ГОСТ 6996.
Результаты механических испытаний стыка считаются неудовлетворительными, если:
- среднее арифметическое предела прочности трех образцов при испытании на растяжение менее нормативного предела прочности основного металла трубы;
- среднее арифметическое угла изгиба трех образцов при испытании на изгиб менее 120° - для дуговой сварки и менее 100° — для газовой сварки;
- результат испытаний хотя бы одного из трех образцов по одному из видов испытаний на 10 % ниже нормативного значения прочности или угла изгиба.
Механические свойства сварных стыков стальных труб условным диаметром до 50 мм включительно должны определяться испытаниями целых стыков на растяжение и сплющивание. Для труб этих диаметров половину отобранных для контроля стыков (с неснятым усилением) следует испытывать на растяжение и половину (со снятым усилением) — на сплющивание.
Результаты механических испытаний сварного стыка считаются неудовлетворительными, если:
- предел прочности при испытании стыка на растяжение менее нормативного предела прочности основного металла трубы;
- просвет между сжимающими поверхностями пресса при появлении первой трещины на сварном шве при испытании стыка на сплющивание превышаетзначение 55, где 5 — номинальная толщина стенки трубы.
При неудовлетворительных испытаниях хотя бы одного стыка проводят повторные испытания удвоенного количества стыков. Проверка должна производиться по виду испытаний, давшему неудовлетворительные результаты.
В случае получения при повторной проверке неудовлетворительных результатов испытаний хотя бы на одном стыке все стыки, сваренные данным сварщиком в течение календарного месяца на данном объекте газовой сваркой, должны быть удалены, а стыки, сваренные дуговой сваркой, проверены радиографическим методом контроля.
Контроль физическими методами
Контролю физическими методами подлежат стыки законченных сваркой участков стальных трубопроводов в соответствии с таблицей 7.1 и полиэтиленовых — в соответствии с таблицей 7.2.
Таблица 7.1 (СНиП 42.01-2002, таблица 14)
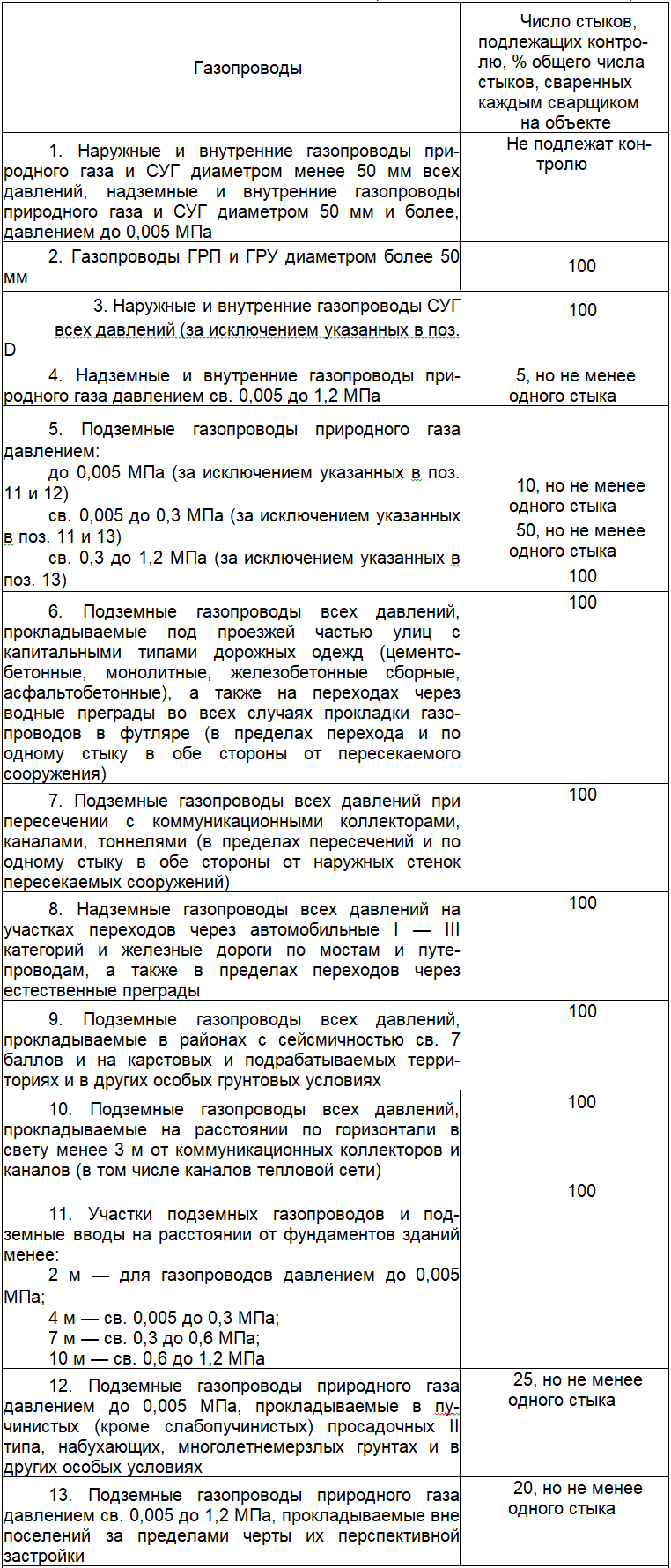
Примечания:
1. Для проверки следует отбирать сварные стыки, имеющие худший внешний вид.
2. Нормы контроля по поз. 4 не распространяются на газопроводы, указанные в поз. 8, по поз. 5, 12 и 13 — на указанные в поз. 6 и 7; по поз. 13 — на указанные в поз. 9.
3. Нормы контроля не распространяются на угловые соединения труб газопроводов условным диаметром до 500 мм и швы приварки к газопроводу фланцев и плоских заглушек.
Сварные стыки соединительных деталей стальных газопроводов, изготовленные в условиях ЦЗЗ, ЦЗМ, неповоротные и монтажные (сваренные после производства испытаний) стыки подземных стальных газопроводов всех давлений подлежат 100%-ному контролю радиографическим методом.
Таблица 7.2 (СНиП 42.01-2002, таблица 15)

Примечания:
1. При протяжке полиэтиленовых газопроводов внутри стальных производится 100%-ный контроль сварных стыковых соединений.
2. Стыки, сваренные с помощью сварочной техники с ручным управлением, проверяются по нормам для стальных газопроводов, предусмотренным таблицей 7.1.
Контроль стыков стальных трубопроводов проводят радиографическим методом по ГОСТ 7512 и ультразвуковым — по ГОСТ 14782, Стыки полиэтиленовых трубопроводов проверяют ультразвуковым методом по ГОСТ 14782.
Ультразвуковой метод контроля сварных стыков стальных газопроводов применяется при условии проведения выборочной проверки не менее 10 % стыков радиографическим методом. При получении неудовлетворительных результатов радиографического контроля хотя бы на одном стыке объем контроля следует увеличить до 50 % общего числа стыков. В случае повторного выявления дефектных стыков все стыки, сваренные сварщиком на объекте в течение календарного месяца и проверенные ультразвуковым методом, должны быть подвергнуты радиографическому контролю.
При неудовлетворительных результатах контроля ультразвуковым методом стыковых соединений стальных и полиэтиленовых трубопроводов необходимо провести проверку удвоенного числа стыков на участках, которые к моменту обнаружения брака не были приняты по результатам этого вида контроля. Если при повторной проверке хотя бы один из проверяемых стыков окажется неудовлетворительного качества, то все стыки, сваренные данным сварщиком на объекте, должны быть проверены ультразвуковым методом контроля.
Исправление дефектов шва стыков стальных трубопроводов, выполненных газовой сваркой, запрещается. Исправление дефектов шва, выполненного дуговой сваркой, допускается производить путем удаления дефектной части и заварки ее заново с последующей проверкой всего сварного стыка радиографическим методом. Превышение высоты усиления сварного шва относительно размеров, установленных ГОСТ 16037, разрешается устранять механической обработкой. Подрезы следует исправлять наплавкой ниточных валиков высотой не более 2—3 мм, при этом высота ниточного валика не должна превышать высоту шва. Исправление дефектов подчеканкой и повторный ремонт стыков запрещается.
Дефектные стыковые соединения полиэтиленовых трубопроводов исправлению не подлежат и должны быть удалены.
По степени автоматизации сварочные аппараты для соединения полиэтиленовых труби деталей подразделяются:
а) с высокой степенью автоматизации — сварочный аппарат (машина), имеющий компьютерную программу основных параметров сварки, компьютерный контроль за их соблюдением в ходе технологического процесса, компьютерное управление процессом сварки и последовательностью этапов технологического процесса в заданном программой режиме (в том числе автоматическое удаление нагревательного инструмента), регистрацию результатов сварки и последующую выдачу информации в виде распечатанного протокола на каждый стык по окончании процесса сварки;
б) со средней степенью автоматизации — сварочная машина, имеющая частично компьютеризированную программу основных параметров сварки, полный компьютеризированный контроль за соблюдением режима сварки по всему циклу, а также осуществляющая регистрацию результатов сварки и их последующую выдачу в виде распечатанного протокола;
в) с ручным управлением — машина, на которой управление процессом сварки производится вручную при визуальном или автоматическом контроле за соблюдением режима сварки по всему циклу. Регистрация режимов сварки производится в журнале производства работ или в виде распечатанного протокола с регистрирующего устройства.
Испытания газопроводов
Законченные строительством или реконструкцией наружные и внутренние газопроводы (далее — газопроводы) следует испытывать на герметичность воздухом. Для испытания газопровод в соответствии с проектом производства работ следует разделить на отдельные участки, ограниченные заглушками или закрытые линейной арматурой и запорными устройствами перед газоиспользующим оборудованием, с учетом допускаемого перепада давления для данного типа арматуры (устройств).
Если арматура, оборудование и приборы не рассчитаны на испытательное давление, то вместо них на период испытаний следует устанавливать катушки, заглушки.
Газопроводы жилых, общественных, бытовых, административных, производственных зданий и котельных следует испытывать на участке от отключающего устройства на вводе в здание до кранов газоиспользующего оборудования.
Испытания газопроводов должна производить строительно-монтажная организация в присутствии представителя эксплуатационной организации.
Результаты испытаний следует оформлять записью в строительном паспорте.
Перед испытанием на герметичность внутренняя полость газопровода должна быть очищена в соответствии с проектом производства работ. Очистку полости внутренних газопроводов и газопроводов ГРП (газораспределительный пункт) следует производить перед их монтажом продувкой воздухом.
Для проведения испытаний газопроводов следует применять манометры класса точности 0,15. Допускается применение манометров класса точности 0,40, а также класса точности 0,6. При испытательном давлении до 0,01 МПа следует применять V -образные жидкостные манометры (с водяным заполнением).
Испытания подземных газопроводов следует производить после их монтажа в траншее и присыпки выше верхней образующей трубы не менее чем на 0,2 м или после полной засыпки траншеи.
Сварные стыки стальных газопроводов должны быть заизолированы.
До начала испытаний на герметичность газопроводы следует выдерживать под испытательным давлением в течение времени, необходимого для выравнивания температуры воздухав газопроводе с температурой грунта.
При испытании надземных и внутренних газопроводов следует соблюдать меры безопасности, предусмотренные проектом производства работ.
Испытания газопроводов на герметичность проводят путем подачи в газопровод сжатого воздуха и создания в газопроводе испытательного давления. Значения испытательного давления и время выдержки под давлением стальных подземных газопроводов принимают в соответствии с таблицей 7.3.
Таблица 7.3 (СНиП 42.01-2002, таблица 16)

Нормы испытаний полиэтиленовых газопроводов, стальных надземных газопроводов, газопроводов и оборудования ГРП, а также внутренних газопроводов зданий следует принимать по таблице 7.4. Температура наружного воздуха в период испытания полиэтиленовых газопроводов должна быть не ниже минус 15 °C.
Таблица 7.4 (СНиП 42.01-2002, таблица 17)

|

 Главная
Главная

