Контроль качества соединений стальных трубопроводов
При приемочном контроле осуществляют приемку готовых изделий по качеству на основании данных входного и оперативного контроля.
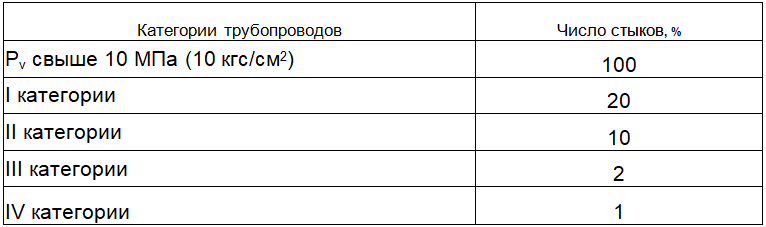
Объем контроля сварных соединений стальных трубопроводов неразрушающими методами в % к общему числу стыков, сваренных каждым сварщиком (но не менее одного стыка) должен приниматься в соответствии с данными таблицы 2.5.
Таблица 2.5 (СНиП 3.05.05-84, п. 4.11)
В качестве неразрушающих методов контроля следует применять с учетом конкретных условий преимущественно ультразвуковой и радиографический методы.
По результатам ультразвукового метода контроля сварных соединений трубопроводов Ру свыше 10 МПа остаются качественными, если отсутствуют:
- протяженные плоскостные и объемные дефекты;
- объемные непротяженные дефекты с амплитудой отраженного сигнала, соответствующей эквивалентной площади 2 мм2 и более - при толщине стенки трубы до 20 мм и 3 мм2 - при толщине стенки свыше 20 мм;
- объемные непротяженные дефекты с амплитудой отраженного сигнала, соответствующей эквивалентной площади до 2 мм2- при толщине стенки трубы до 20 мм и 3 мм2- при толщине стенки свыше 20 мм, в количестве более трех на каждые 100 мм шва.
Сварочные соединения стальных трубопроводов IV категории должны удовлетворять требованиям, установленным стандартом.
Испытание сварных соединений из нержавеющих сталей следует производить на склонность к межкристаллитной коррозии в случаях, оговоренных проектом, в соответствии с ГОСТ 6032-75.
При приемке трубопроводов производится контроль качества сварных соединений путем гидравлических испытаний на прочность и герметичность.
|

 Главная
Главная

